全弗智能装备(南京)有限公司 卧式加工中心|数控龙门|数控车床|五轴加工中心
17366351284

2024-07-05 03:06:06
卧式加工中心的主要切削方式有哪些?铣削是卧式加工中心较常用的切削方式之一,主要用于加工平面、曲面和槽等。铣削可以分为顺铣和逆铣两种方式。顺铣:顺铣是指刀具旋转方向与工件进给方向相同的铣削方式。顺铣的优点是切削力较小,工件表面质量好,刀具磨损较慢。但是,顺铣时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。逆铣:逆铣是指刀具旋转方向与工件进给方向相反的铣削方式。逆铣的优点是切削力较大,有利于提高加工效率。但是,逆铣时产生的热量较小,容易使工件表面质量变差,刀具磨损较快。高效卧式加工中心采用了强度高的材料和先进的制造工艺,确保了机床的稳定性和可靠性。南京高速卧式加工中心
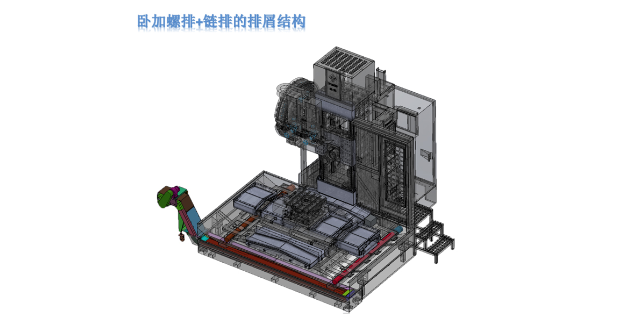
自动换刀系统是卧式加工中心的重要功能部件,用于实现刀具的自动更换。自动换刀系统通常由刀库、换刀机械手、换刀驱动器等部件组成。当需要更换刀具时,换刀机械手会自动从刀库中取出所需的刀具,并将其安装在主轴上,从而实现快速、准确的换刀操作。数控系统是卧式加工中心的控制主要,负责对机床的各个部件进行精确控制。数控系统通常采用计算机数控(CNC)技术,可以实现多轴联动控制、高速切削、复杂曲面加工等功能。数控系统的性能和稳定性直接影响到加工中心的加工精度和效率。冷却系统是卧式加工中心的重要组成部分,用于对切削过程中产生的热量进行冷却和排放。冷却系统通常包括冷却液箱、冷却泵、冷却管路等部件。冷却液可以有效地降低切削温度,延长刀具寿命,提高加工质量。西宁多工位卧式加工中心卧式加工中心的刀库通常采用链式刀库或盘式刀库,可以根据需要选择不同类型的刀具。
在卧式加工中心的切削过程中,由于刀具和工件的摩擦产生热量,使得工件产生热变形。热变形会导致工件尺寸发生变化,影响加工精度。特别是在精密加工领域,热变形对加工精度的影响尤为明显。因此,对工件进行有效的冷却是保证加工精度的关键。卧式加工中心的冷却系统通过喷射冷却液的方式,将切削区域产生的热量迅速带走,降低工件的温度,从而减小热变形对加工精度的影响。同时,冷却液还可以润滑工件表面,减少摩擦,降低切削力,进一步提高加工精度。
卧式加工中心的优势——高效:卧式加工中心采用高速切削技术,能够提高加工效率,缩短生产周期。高精度:卧式加工中心采用高精度的数控系统和伺服驱动,能够实现高精度的加工要求。高自动化程度:卧式加工中心具有自动换刀、自动测量等功能,能够实现高度自动化的加工过程。稳定可靠:卧式加工中心采用强度高的材料和先进的制造工艺,具有较高的刚性和稳定性,确保加工过程的可靠性。灵活性:卧式加工中心具有多种刀具和工艺参数的选择,能够满足不同零件的加工需求。刀库是卧式加工中心的刀具存储部件,主要用于存放刀具。
卧式加工中心切削液的选择原则——根据加工材料选择:不同的加工材料对切削液的要求不同。例如,对于钢件加工,可以选择乳化液或油性切削液;对于铝合金加工,可以选择水性切削液;对于铜合金加工,可以选择含有硫、氯等添加剂的切削液。根据加工方式选择:不同的加工方式对切削液的要求也不同。例如,对于高速铣削,可以选择低粘度的切削液;对于低速铣削,可以选择高粘度的切削液;对于钻孔加工,可以选择含有极压添加剂的切削液。根据刀具材料选择:不同的刀具材料对切削液的适应性不同。例如,对于硬质合金刀具,可以选择含有硫、氯等添加剂的切削液;对于高速钢刀具,可以选择含有抗磨剂的切削液。根据环境保护要求选择:在选择切削液时,还需要考虑环境保护要求。例如,对于有环保要求的场合,可以选择无污染、低毒性的水性切削液。卧式加工中心可以根据不同的工件进行编程,实现多种加工工艺的切换。南京高速卧式加工中心
在卧式加工中心工作过程中,操作人员应穿戴好防护用品,如防护眼镜、耳塞、手套等。南京高速卧式加工中心
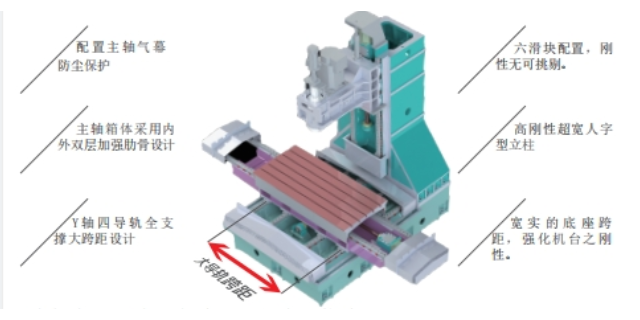
随着科技的不断发展,自动化技术在各个领域得到了普遍的应用。在制造业中,自动化加工已经成为了一种趋势。卧式加工中心作为数控机床的一种,具有高精度、高效率、高稳定性等优点,已经在航空、航天、汽车、模具等领域得到了普遍的应用。卧式加工中心是一种采用数控技术的机床,主要由床身、主轴箱、工作台、刀库、数控系统等部分组成。工作时,工件固定在工作台上,刀具通过主轴箱的驱动进行旋转和进给运动,从而实现对工件的加工。卧式加工中心的数控系统可以根据预先编写好的程序控制刀具的运动轨迹,实现对工件的自动加工。南京高速卧式加工中心