全弗智能装备(南京)有限公司 卧式加工中心|数控龙门|数控车床|五轴加工中心
17366351284

2024-12-16 03:03:37
合理的切削参数对保证龙门加工中心的表面质量至关重要。切削参数包括切削速度、进给速度、切削深度等。在选择切削参数时,要考虑以下几个方面——切削速度:切削速度对表面粗糙度和刀具寿命有很大影响。一般来说,切削速度越高,表面粗糙度越低,但刀具寿命会相应缩短。因此,要根据所选刀具的材料和几何参数,以及工件材料的性能,合理选择切削速度。进给速度:进给速度对表面粗糙度和加工精度有很大影响。一般来说,进给速度越高,表面粗糙度越低,但加工精度会相应降低。因此,要根据所选刀具的材料和几何参数,以及工件材料的性能,合理选择进给速度。龙门加工中心采用人性化的操作界面和编程方式,操作人员可以方便地进行参数设置、刀具选择等工作。南京自动龙门加工中心
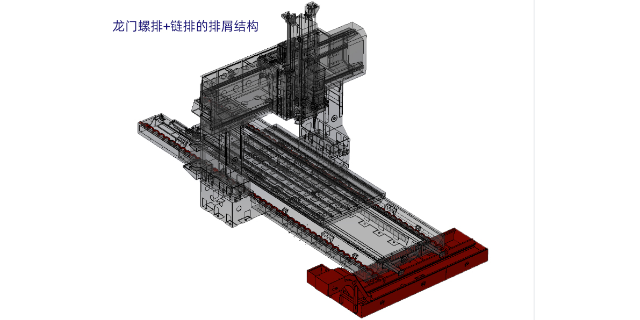
龙门加工中心的冷却系统采用循环冷却的方式,将冷却液循环使用,减少了冷却液的消耗量,降低了生产成本。同时,循环冷却还有利于保护环境,减少冷却液的排放量,降低对环境的污染。龙门加工中心的冷却系统采用多重安全保护措施,如温度过高报警、冷却液泄漏报警等,确保冷却系统的安全可靠运行。此外,冷却系统还采用防水、防尘、防腐蚀的设计,保证了冷却系统的长期稳定运行。龙门加工中心的冷却系统采用模块化设计,各个部件之间的连接简单,便于拆卸和维护。同时,冷却系统还采用智能化的故障诊断功能,能够快速准确地判断故障原因,便于维修人员进行维修。山西高速龙门加工中心龙门加工中心采用了先进的数控系统和精密的传动装置,能够实现高精度的加工。

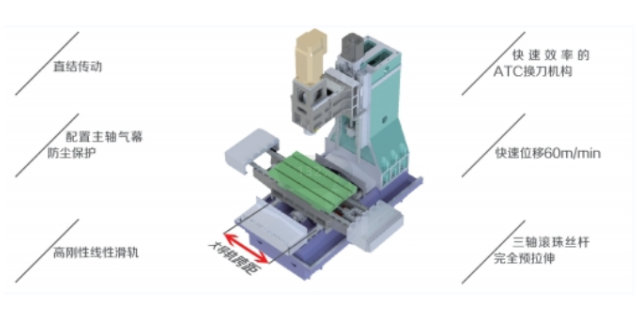
龙门加工中心的几何精确——定位精度:定位精度是指加工中心在加工过程中,刀具与工件之间的相对位置关系的准确性。定位精度的高低直接影响到加工零件的尺寸公差。为了保证定位精度,龙门加工中心采用了高精度的导轨和丝杠,以及高精度的测量系统和反馈控制系统。重复定位精度:重复定位精度是指加工中心在多次重复加工过程中,刀具与工件之间的相对位置关系的稳定性。重复定位精度高,说明加工中心在多次加工过程中,刀具与工件之间的相对位置关系保持稳定,有利于保证加工零件的尺寸公差。直线度误差:直线度误差是指加工中心在加工过程中,刀具与工件之间的运动轨迹与理论轨迹之间的偏差。直线度误差会影响到加工零件的尺寸公差和表面粗糙度。为了保证直线度误差,龙门加工中心采用了高精度的导轨和丝杠,以及高精度的测量系统和反馈控制系统。
在龙门加工中心的工作过程中,刀具和工件之间会产生大量的热量,这些热量如果不能及时散发出去,会导致刀具和工件的热变形,从而影响加工精度和表面质量。此外,高温还会加速刀具的磨损,降低刀具的使用寿命。因此,为了保证龙门加工中心的加工质量和效率,需要对刀具和工件进行有效的冷却。冷却系统的主要作用有以下几点——降低刀具和工件的温度,减少热变形,提高加工精度和表面质量。延长刀具的使用寿命,降低刀具的磨损速度。保持机床的稳定性,防止因温度过高导致的机床故障。提高生产效率,缩短加工周期。龙门加工中心的操作界面采用触摸屏设计,便于操作者进行参数设置和操作。

龙门加工中心的主轴轴承是关键部件,其性能直接影响到机床的加工精度和寿命。因此,应定期对主轴轴承进行检查和保养。首先,检查轴承的磨损情况,如磨损严重应及时更换。其次,检查轴承的预紧力,如预紧力不足应进行调整。较后,对轴承进行润滑,使用专业的轴承润滑脂,注意润滑脂的质量和添加量。龙门加工中心的导轨是保证机床精度的重要部件。导轨的磨损会导致机床的加工精度下降,因此,应定期对导轨进行检查和保养。首先,检查导轨的磨损情况,如磨损严重应及时更换。其次,对导轨进行清洁,消除切屑、油污等杂物。较后,对导轨进行润滑,使用专业的导轨润滑油,注意润滑油的质量和添加量。龙门加工中心控制系统采用了先进的人工智能技术,实现了对加工过程的智能监控和智能调度。重庆数控大型龙门加工中心
龙门加工中心控制系统采用了先进的节能技术和环保设计,实现了对能源的有效利用和对环境的保护。南京自动龙门加工中心
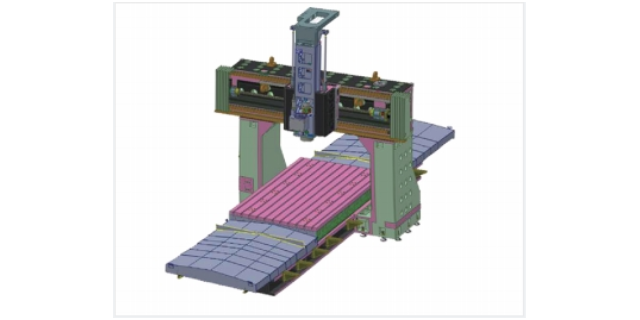
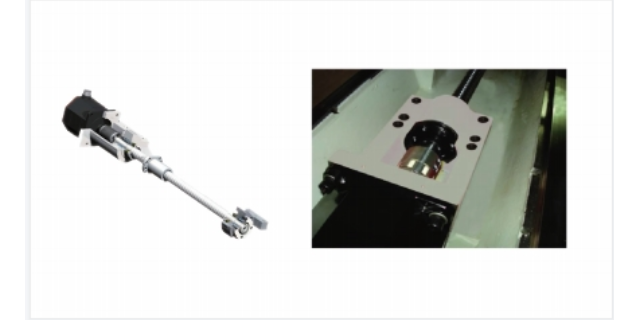
主轴传动系统是龙门加工中心的主要部件,负责将电机的旋转动力传递给主轴。主轴传动系统的设计需要考虑主轴的转速范围、扭矩输出、精度等因素。常见的主轴传动方式有齿轮传动、皮带传动和直驱电机传动三种。齿轮传动具有较高的传动效率和扭矩输出能力,但噪音较大;皮带传动具有较低的噪音和较高的精度,但传动效率较低;直驱电机传动具有较高的传动效率和精度,但成本较高。进给传动系统是龙门加工中心的辅助部件,负责将电机的旋转动力传递给工作台。进给传动系统的设计需要考虑进给速度范围、精度等因素。常见的进给传动方式有齿轮传动、皮带传动和直线电机传动三种。齿轮传动具有较高的传动效率和扭矩输出能力,但噪音较大;皮带传动具有较低的噪音和较高的精度,但传动效率较低;直线电机传动具有较高的传动效率和精度,但成本较高。南京自动龙门加工中心